Better decisions, from the first minute of every shift
Your team starts each shift knowing what matters most, why it's happening, and what to do next. All guided by AI that understands your plant.
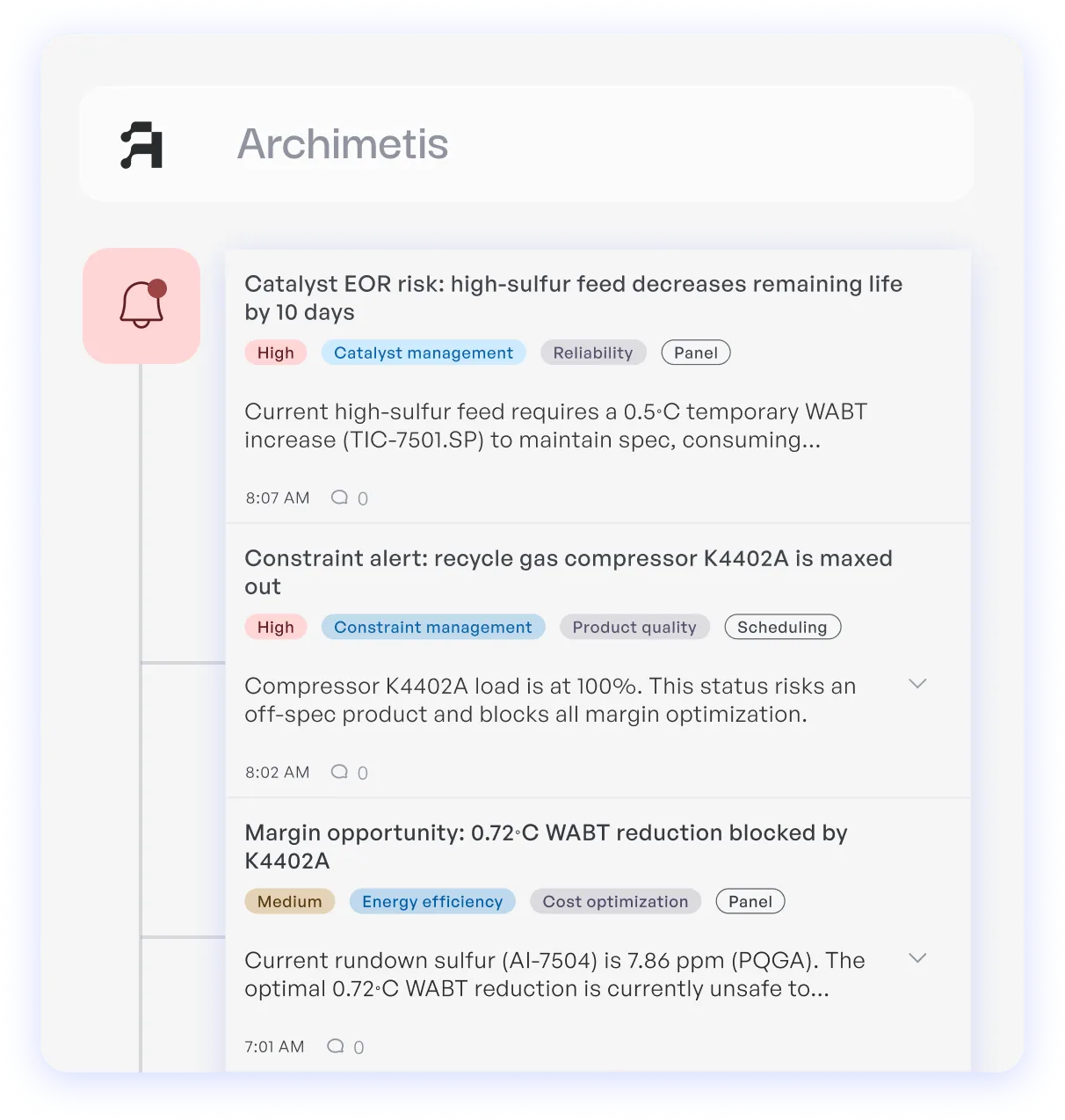
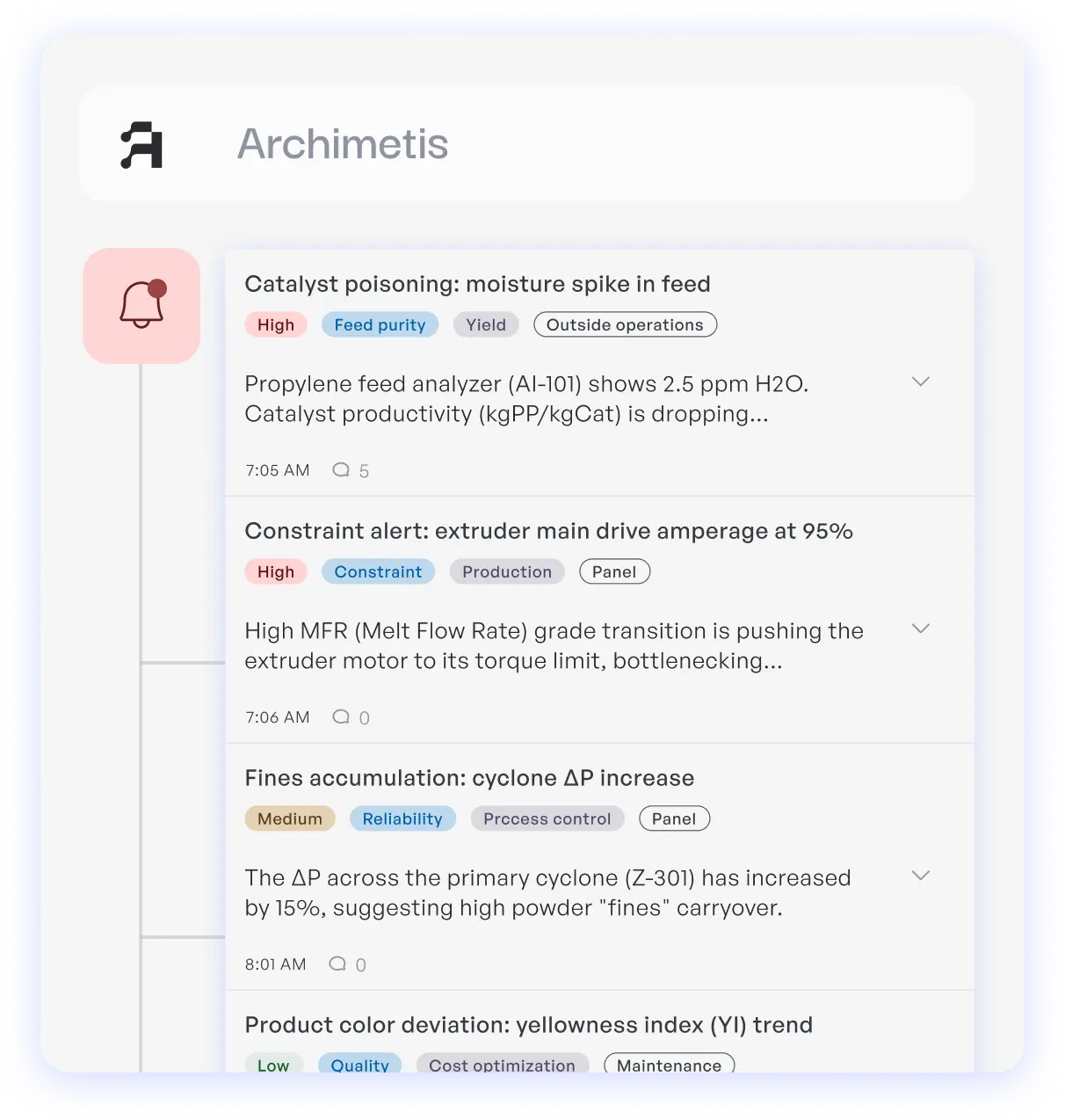
Instead of scanning dozens of trends, Archimetis flags the few things that matter, explains why they’re abnormal, and suggests what to check first.

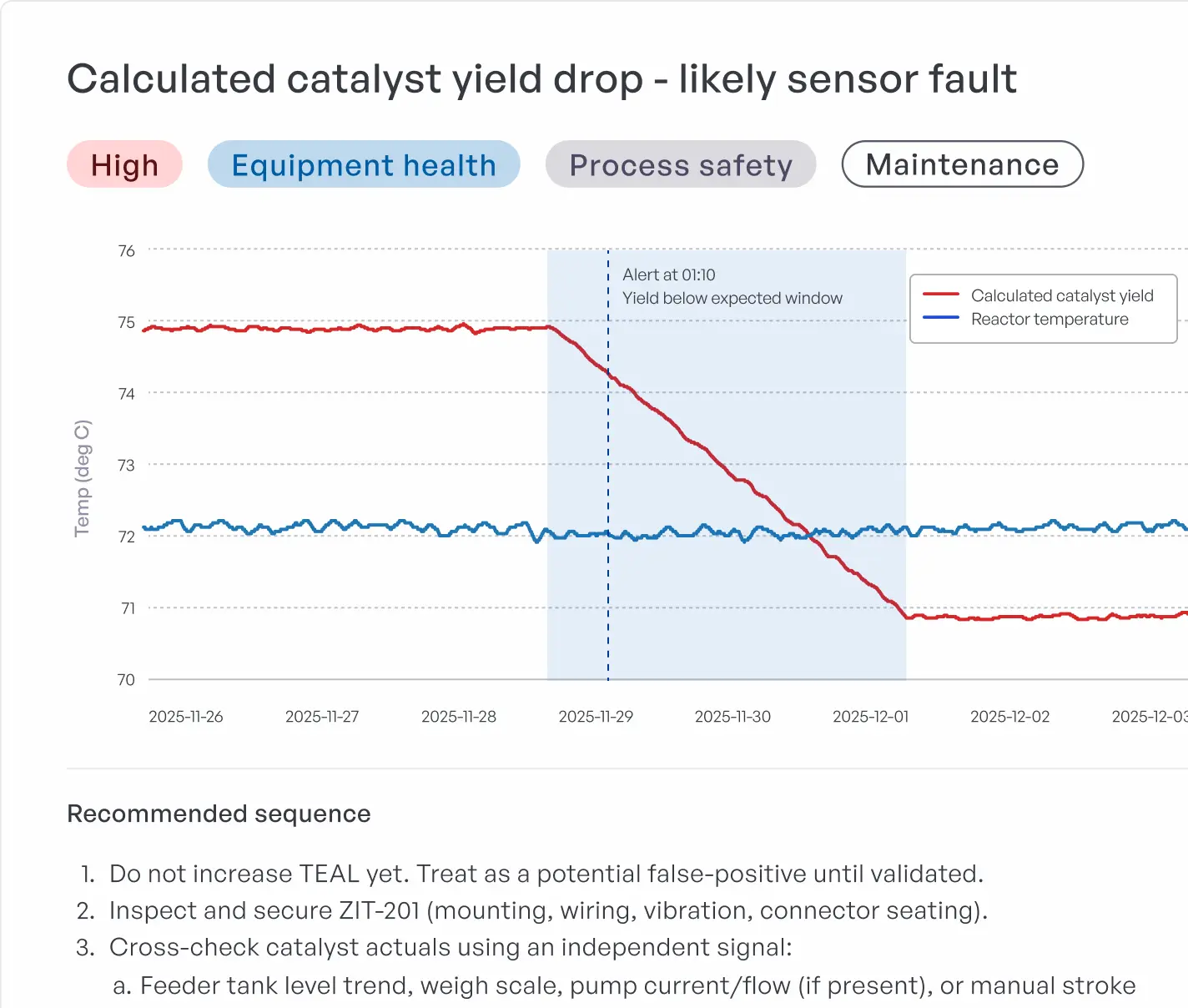
Unusual reactor performance is detected over nightshift. Archimetis flags a catalyst yield drop, narrows causes, and prioritizes checks that prevent an unnecessary TEAL ramp. Engineers are in control—even before their morning meeting.

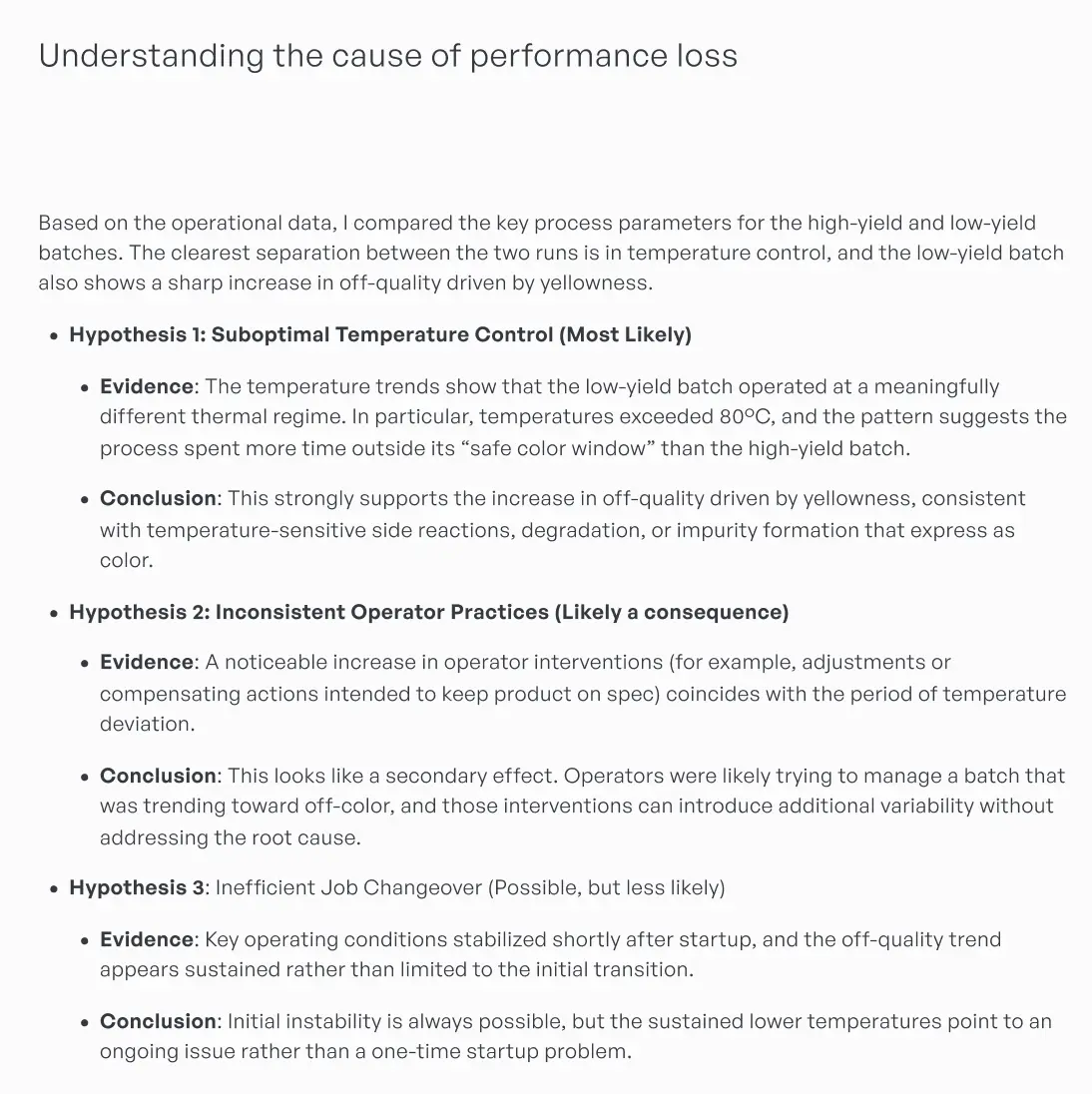
Yield falls or defects spike. Archimetis formulates and ranks hypotheses, validates them against process data, and shows which causes are most likely, so teams move from questions to corrective action faster.







Instead of scanning dozens of trends, Archimetis flags the few things that matter, explains why they’re abnormal, and suggests what to check first.

Unusual reactor performance is detected over nightshift. Archimetis flags a catalyst yield drop, narrows causes, and prioritizes checks that prevent an unnecessary TEAL ramp. Engineers are in control—even before their morning meeting.

Yield falls or defects spike. Archimetis formulates and ranks hypotheses, validates them against process data, and shows which causes are most likely, so teams move from questions to corrective action faster.
Why this matters
More data
than ever.
Same number
of brains.
A massive increase in digitization has given teams more sensors, reports, and dashboards than they could ever process.
But it didn't multiply judgement.
Archimetis turns data into action, showing the reasoning behind every recommendation so engineers stay in control.

Archimetis adapts to a wide range of processes
Bulk Chemicals
Ammonia
Operate the synthesis loop with confidence
Petrochemicals
Maximize yield and efficiency in complex distillation
Specialty Chemicals
Polymers
Optimize reaction and product quality
Fine & Specialty Chemicals
Maintain consistency across batch and continuous processes


Reason across reforming, heat recovery, compression, and synthesis to detect early signs of conversion loss, rising loop pressure, and energy inefficiency.
Track distillation columns, crackers, and reactors to flag yield drift, fouling, and off-spec output before it impacts throughput.
Monitor polymerization reactors and downstream processing to keep molecular weight, viscosity, and morphology within target ranges.
Bridge batch and continuous workflows with consistent quality signals, recipe control, and early deviation detection across campaigns.

AI + Human Expertise (not AI Instead of Humans)
Instead of asking humans to stare at more dashboards, we give them an AI partner.
See more and act faster
Archimetis reads live process data alongside history, incident notes, constraints, and documentation to understand what’s happening across the plant.
It spots weak signals, emerging risks, and improvement opportunities before they escalate, and converts them into clear, ready-to-act recommendations.
Steer decisions
with human judgment
Engineers define the decision space. They set constraints, validate assumptions, and inject real operating context into the analysis.
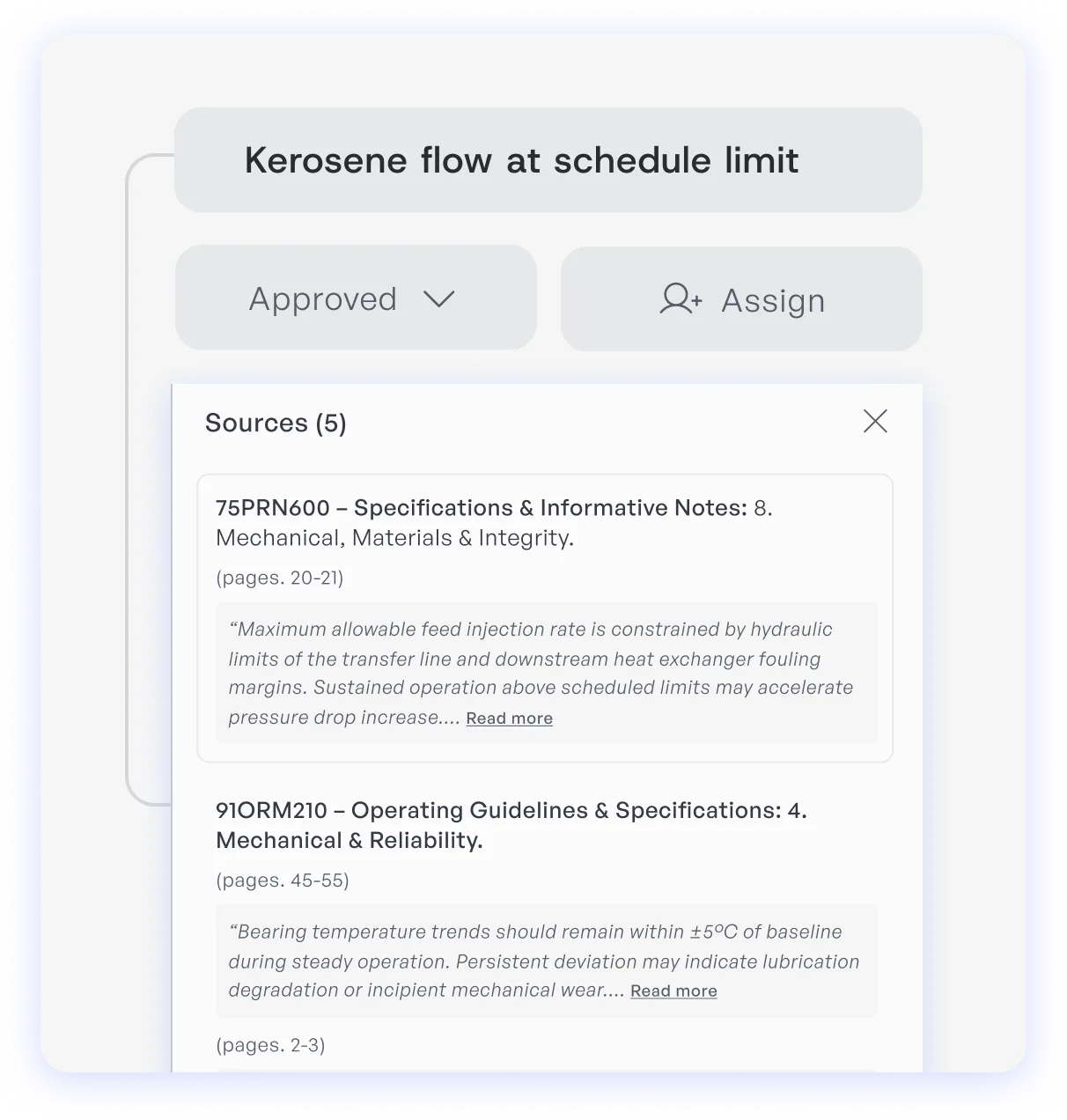
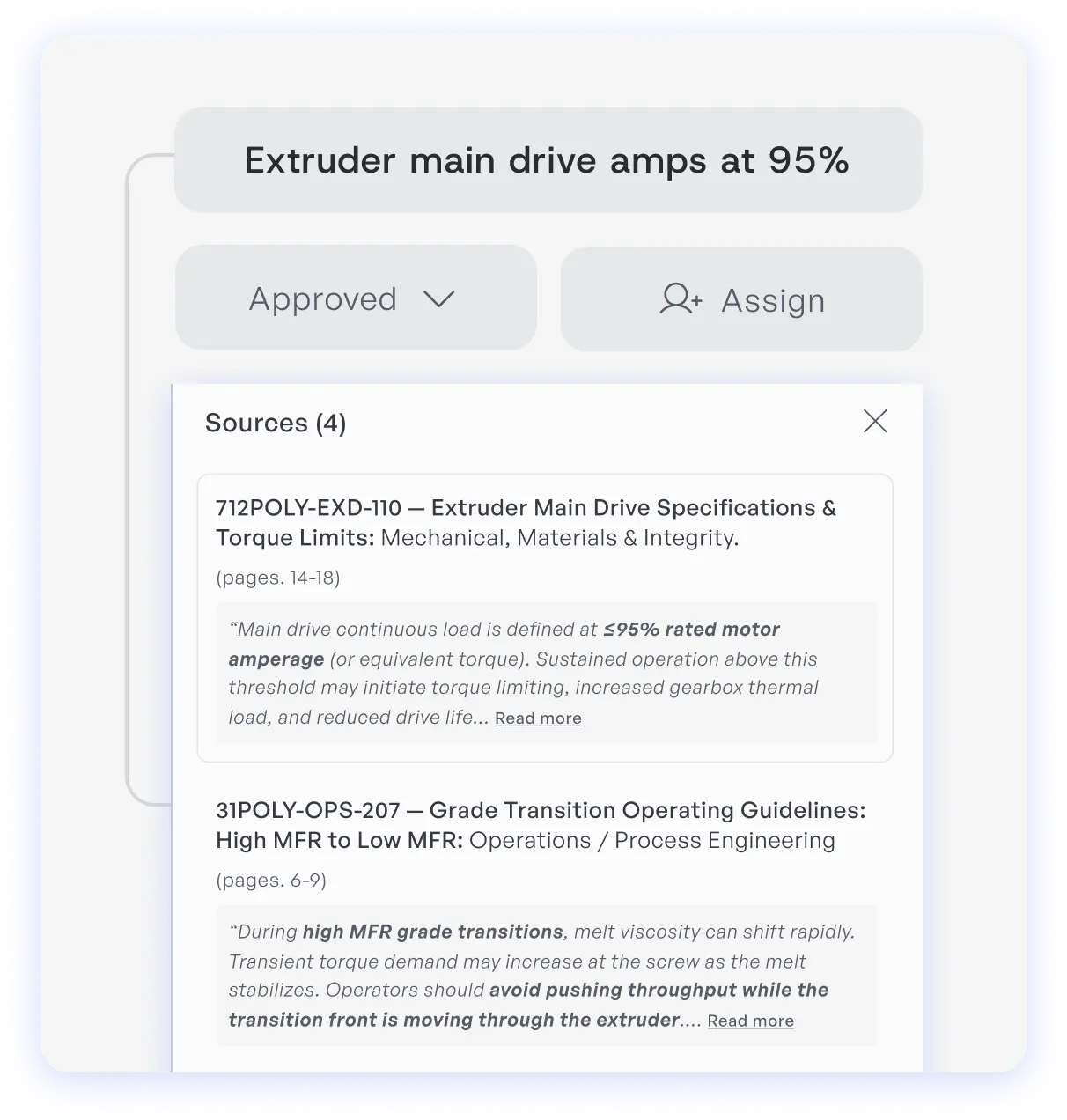
Reasoning is fully traceable. Every conclusion can be traced back to live data and plant documentation, making recommendations easy to inspect, challenge, and refine.
Four ways we improve how your plant runs





What do you see as the top 5 process safety risks in the polymer plant?
The highest-consequence risks in a polypropylene unit usually concentrate around the catalyst and co-catalyst systems, especially TEAL (triethylaluminum) handling. TEAL is pyrophoric, highly reactive, and often moved under nitrogen pressure, which makes “small” failures escalate fast.
To keep this data-driven instead of generic, we should ground it in the unit’s formal risk documentation (bowties, LOPA, PHA nodes) and then validate the barrier health against actual plant data.
Which path seems best to you?
- Broad, Plant-Wide Search: Pull top scenarios across the PP reactor loop, degassing, extrusion, storage, and utilities.
- Focused TEAL investigation: Treat TEAL handling and injection as the high-hazard nucleus and identify the top scenarios there.
- Specific Hazard Analysis: We could start with a known type of hazard, for example: “Loss of Containment” and map the biggest consequences in this plant.
Let’s focus on TEAL
Good. TEAL is where consequence, speed, and “wrong response” risk collide.
✓ Searching for TEAL-related risk assessment nodes…
Based on the TEAL handling and injection documentation, here are the top 5 process safety risks, ranked by potential consequence and escalation speed:
- Pyrophoric TEAL chemical release (immediate ignition)
Hazard: A small leak at a pump seal, tubing, fitting, or injection quill releases TEAL.
Consequence: Instant ignition on contact with oxygen. Intense localized fire, rapid equipment damage, and high burn risk to personnel. A key operational risk is that a pure TEAL flame can be pale / nearly translucent, so people may approach the source without realizing it is burning.
- Violent water reactivity (firefighting escalation)
Hazard: Standard water response (hose, sprinkler, deluge) contacts TEAL.
Consequence: Violent reaction and rapid gas liberation that intensifies the event and can turn a manageable leak fire into an explosion-level escalation. “Correct agent” and “wrong agent” matters here. - Aluminum oxide smoke / particulate exposure and secondary damage
Hazard: TEAL combustion produces dense white particulate (aluminum oxide).
Consequence: Visibility collapse, respiratory/eye irritation, and post-event residue that is abrasive and can damage nearby rotating equipment if it migrates into bearings/seals. - Difficulty of isolation (nitrogen-driven release continues)
Hazard: TEAL is often pushed by nitrogen. If a seal or line fails, the nitrogen header keeps feeding the leak.
Consequence: The fire is too intense to permit manual isolation. If automated isolation fails (or loses air/power), the release can continue until the source inventory is depleted. - Re-ignition potential during cleanup
Hazard: TEAL can remain reactive under “covered” spills if not neutralized.
Consequence: Disturbance, drying, or oxygen ingress can cause spontaneous re-ignition after the initial event appears controlled.
Next step: pick one and assess whether operational barriers are actually strong in practice (not just on paper). Which do you want to stress-test with plant data?
Assess risk number 1 with actual plant data / performance.
Perfect. For Risk #1 (TEAL leak → immediate ignition), the “barrier story” is usually:
Primary prevention (stop the leak / detect early):
- TEAL metering pump health indicators (seal condition / vibration / motor load trend)
- TEAL line pressure + flow balance (leak signature: flow-out > flow-in, or pressure decay with commanded flow)
- Nitrogen purge integrity and O₂ monitoring (where installed)
- Local fire & gas detection coverage (UV/IR flame + hydrocarbon/LEL + local temperature)
- Operating discipline: line break procedure, inerting verification, maintenance controls
Mitigation (limit consequence if ignition occurs):
- Automated isolation valves (AIVs) on day tank outlet / pump discharge
- Nitrogen header isolation / fail-safe logic
- Correct extinguishing agent readiness (dry chemical / specialized agent), and “no-water” controls
- Area access control and emergency response readiness
To assess barrier performance, I’ll trend these over the last month and zoom on any upset windows:
- TEAL day tank level + outlet flow (mass balance indicator)
- TEAL discharge pressure vs commanded flow (line integrity indicator)
- Nitrogen header pressure / purge flow (driving force that can sustain a leak)
- O₂ analyzer (if present in TEAL cabinet / enclosure) and any excursions
- Fire & gas detector alarms, inhibits, or bypass states near TEAL equipment
- AIV position demand vs actual (closure reliability)
✓ Assessing TEAL system barrier performance against leak/ignition risk...

I have a few hypotheses we can investigate:
- Feed Composition Change
- Controller Performance
- Catalyst Deactivation
Which of these paths would you like to explore first?

Start from the
plant’s own safety logic.
Archimetis begins by reading existing Bowtie and LOPA documentation to identify the highest-consequence scenarios, using the plant’s approved risk framework, not a generic AI model.
Are these risks being challenged right now?
Each top risk is immediately checked against live and historical operating data to see whether safety margins are being eroded today, not just on paper.
Are our protections still doing their job?
Archimetis evaluates whether operational safety barriers (like temperature control) are being stressed during upsets—using control performance, not alarms or trips.
What could we focus on?
Archimetis turns noisy multi-signal trends into a clear operating picture. You can see what changed, when.
Where should we look next?
It surfaces the most likely risk signature and the next best checks, so engineers can verify quickly and act with confidence.

How we turn your data and expertise into decisions.
01
Integrate your plant
Connect DCS/historian data, integrity systems, incident logs, and process safety studies into a single model of your plant.
02
Learn from experience
Archimetis ingests plant documentation, manuals, historical reports, and incident notes. This knowledge becomes a living system that learns from every shift, decision, and outcome to preserve and scale institutional expertise.
03
Optimize Continuously
Archimetis monitors, diagnoses, and recommends actions with full reasoning and references - so every suggestion can be trusted, challenged, and improved.
How we turn your data and expertise into decisions.
01
Integrate your plant
Connect DCS/historian data, integrity systems, incident logs, and process safety studies into a single model of your plant.
02
Learn from experience
Archimetis ingests plant documentation, manuals, historical reports, and incident notes. This knowledge becomes a living system that learns from every shift, decision, and outcome to preserve and scale institutional expertise.
03
Optimize Continuously
Archimetis monitors, diagnoses, and recommends actions with full reasoning and references - so every suggestion can be trusted, challenged, and improved.

Built by experts. Backed by experience
Archimetis is shaped by chemical operations and AI veterans who have spent decades tackling the toughest plant and process challenges.
Chemical experts who understand their customers

Charles Crowell
Former Eastman & Milliken

Hemme Battjes
Former Shell

Tom Richardson
Former DOW & BASF
Industry experts who understand their customers
Charles Crowell
Former Eastman & Milliken
Hemme Battjes
Former Shell
Tom Richardson
Former DOW & BASF

Paul Manwell
CEO
Former Chief of Staff, Google

Aaron Brown
CTO
Former Senior Director of Products, Google

Gary Boyer
Former Senior Staff Software Engineer, Google

David Tattersal
Former Lead PM, Code@Google

Stephen Ellner
Former Google Distinguished Engineer, Adwords
Technology leaders, product managers and engineers who build with deep data and AI expertise
Technology leaders, product managers and engineers who build with deep data and AI expertise
Paul Manwell
CEO
Former Chief of Staff, Google
Aaron Brown
CTO
Former Senior Director of Products, Google
Gary Boyer
Former Senior Staff Software Engineer, Google
David Tattersal
Former Lead PM, Code@Google
Stephen Ellner
Former Google Distinguished Engineer, Adwords
Enterprise-Grade Security Built In
Each customer runs in a fully isolated GCP environment with TLS 1.3 in transit, KMS-managed encryption at rest, and VPC-peered transfers—ensuring your operational data is never shared, mixed, or exposed.
We use least-privilege service accounts, no standing credentials, SSO/OIDC identity integration, and complete audit logs for every action—making internal security reviews smoother and meeting strict enterprise compliance expectations.
Archimetis does not require software agents, inbound firewall rules, VPN tunnels, or changes to your OT network. Data is shared through customer-approved, outbound-only, cloud-native mechanisms that keep your control systems isolated—and your IT team comfortable.
WHAT TO EXPECT
See how your best engineers work with AI that thinks like they do.
Get a personalized demo showing how our platform handles your specific operational challenges.
Live walkthrough with your data scenarios
Custom ROI analysis for your operations
Deployment roadmap tailored to your infrastructure